Все, что нужно знать о протяжных станках
Прочитав статью, потребитель выяснит все, что нужно знать о протяжных станках и о принципе их работы. Можно будет четко понять особенности горизонтальных и вертикальных, специфику станков с протяжкой для болгарки. Также внимание уделено обработке на станках и выбору конкретных приспособлений для них.
Особенности
Создано большое количество металлообрабатывающей техники всевозможного предназначения. Но даже на этом общем фоне протяжные станки выделяются более чем убедительно. Они конструируются с расчетом на особенно чистую обработку и внутри, и снаружи. Такая техника может работать с деталями различной геометрической конфигурации. Стоит учесть, что протяжка внутри и снаружи выполняется все же на разном оборудовании, со своими особыми чертами.
Главным функциональным движением является перемещение протягивающего инструмента. Специальной подачи и механизма для нее нет. За эту функцию отвечают зубья протяжки. Чаще всего протяжные станки действуют полуавтоматически, оснащаются по большей части гидравлическим приводом. Но самые производительные модели рассчитаны на использование электромеханической силовой установки.
При использовании гидравлического привода его обычно оснащают парой насосов. Они подводят масло в главный и в дополнительный гидравлический цилиндр. Принцип работы подразумевает поддержку протяжки роликом и ее передвижение в сторону рабочего патрона.
Патрон ухватывает хвостовую часть протяжки и передвигает ее в нужную сторону. Важен и вспомогательный патрон: он цепляет уже задний хвостовик и возвращает протяжку в начальное положение.
Говоря об устройстве основных узлов, надо указать, что конструктивно хвостовики должны соответствовать типу протяжки и исполнению патрона. Хвостовики принято делить на цилиндрический и плоский типы. Универсальные патроны для протяжек оснащаются рычажно-кулачковым зажимом; вместе с ними можно применять протяжки сечением 1,6 — 3,2 см. Некоторые протяжные станки могут быть автоматического или полуавтоматического исполнения.
Протягивание обеспечивает повышенную производительность. Такой метод обработки достаточно точен. После его окончания остается чистая поверхность. Вместо последовательных обработок поверхности в несколько прогонов можно обойтись единственной протяжкой. Стоит учесть и слабости такого метода обработки:
-
деформирование при разрезе;
-
трудности с протяжкой габаритных заготовок;
-
дороговизна инструмента;
-
сложности с точным позиционированием.
Виды
Горизонтальные
Именно горизонтально-протяжные системы считаются универсальным решением. Они применимы на самых разных производствах. На подобных станках без труда обрабатывают (протягивают) внешние поверхности. Станины оснащают гидравлическим цилиндром, который благодаря специальному штоку двигает ползун. Отслеживать давление в цилиндре помогает манометр.
Некоторой подгруппой можно считать горизонтально-протяжную технику с револьверным исполнением. В этой схеме подразумевается, что протяжки из поворотного барабана будут поочередно вталкиваться в деталь. При таком движении они автоматически присоединяются к ползуну, стыкуются с ним.
Когда ползун движется назад, протяжка опять отходит в исходную ячейку. Когда она войдет на прежнее место, стол переходит также в исходное положение; затем барабан поворачивается в новую позицию, и за дело берется уже следующая по счету протяжка.
Вертикальные
Считается, что основное назначение таких станков — обработка внешних поверхностей протяжкой. Они особенно устойчивы при работе. Ползуны опираются на станину и потому не опрокидываются. Становится возможно снять припуски до 0,4 — 0,5 см. В основном вертикально-протяжная техника работает в полуавтоматическом режиме; операторам нужно лишь устанавливать детали в положенную позицию и снимать ее после завершения манипуляций с металлом.
С ЧПУ и без
При массовом производстве небольших деталей оптимальным выбором является режим непрерывной обработки. Лучше всего она проводится с помощью карусельно-протяжных либо тоннельно-протяжных станков. В отдельную группу выделяется и оборудование для армирования пенопласта. Оно представлено довольно большим количеством моделей. Такие станки наносят обычно эластичный штукатурный слой; они могут подавать заготовку с регулируемой скоростью.
Длина обрабатываемых заготовок обычно не лимитируется. Однако ограничителем может оказываться емкость резервуара для наносимого состава. Важными практическими характеристиками являются еще:
-
длина обрабатываемых деталей;
-
габарит транспортерной ленты;
-
габарит самого станка;
-
особенности сетевого электропитания;
-
потребляемая мощность;
-
возможность или невозможность работы в непрерывном режиме.
Армирование возможно шпатлевками любого состава. Но при этом требуется, чтобы они отличались хорошей адгезией к пенопласту. Конструкция рассчитывается на равномерность и однородность наносимого слоя. Подобные станки работают с наличниками, карнизами, молдингами и так далее. Грамотно спроектированная толкательная лента предотвращает проскальзывание деталей.
Ролики прижима имеют часто надувные камеры. Давление на поверхность детали благодаря этому сводится к минимуму.
Прижимной ролик может менять угол, под которым оказывается давление, что позволяет приспосабливаться к каким угодно рельефам заготовок.
Технический стол, используемый для загрузки и протяжки, это изделие на основе металлического каркаса с парой валов. На эти валы как раз и натягивают шипованную ленту. В боковой части ставится мотор редуктор. Предусматривается частотный преобразователь, влияющий на темп движения и его направление. Приемные столы создаются из подставки и пары труб с регулируемой шириной монтажа.
Системами ЧПУ оборудуются преимущественно высокопроизводительные вертикально-протяжные станки. Обычно предусматривается возможность замены типовых контроллеров на те, что нужны по индивидуальному заказу. Некоторые системы с ЧПУ оптимизированы для выработки внутренних шлицев и пазов шпонок. Конструкторы заботятся о том, чтобы программный интерфейс позволял манипулировать как применяемыми инструментами, так и заготовкой.
Что касается станков для болгарки с протяжкой, то это почти всегда самодельное оборудование — но в ряде ситуаций, впрочем, не особо уступающее заводским версиям.
Популярные модели
И все же в большинстве случаев предпочтительно использование заводского протяжного станка. Он будет спроектирован профессиональными инженерами с учетом большого количества тонкостей и нюансов. Среди горизонтальных аппаратов заслуживает внимания производимая в Минске модель 7Б55. Она подходит для манипуляций с внутренними поверхностями разнообразной формы и величины. По умолчанию это полуавтомат, но при необходимости можно добавить ЧПУ для максимальной автоматизации.
Гидравлический блок оснащен парой насосов высокого давления. Функциональный ход станка достигает 160 см. Он способен тянуть заготовки со скоростью не менее 1,5 и не более 11,5 м за 60 секунд. При обратном движении эти скорости составят 20 и 25 м соответственно. Электрическая схема оптимизирована для достижения максимальной надежности, а масло в гидравлической системе фильтруется.
То же минское станкостроительное предприятие поставляет модель 7523. Она отличается:
-
аксиально-поршневыми насосами в гидросистеме;
-
полуавтоматической схемой исполнения;
-
счетчиком циклов;
-
двойным фильтрованием рабочих жидкостей;
-
обновлением электрической части;
-
размещением приводов внутри металлических коробов.
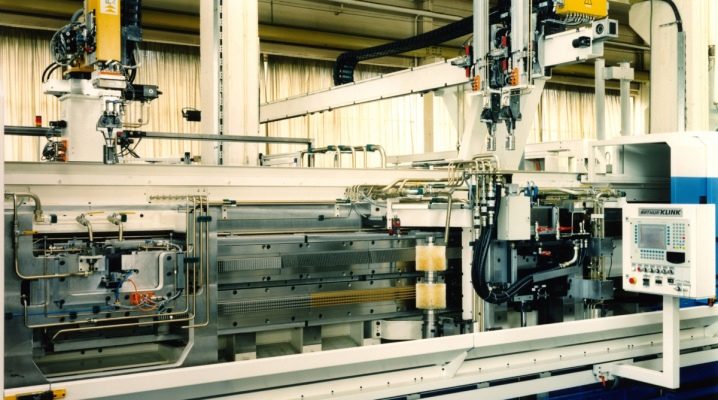
Из иностранных фирм стоит присмотреться к HOFFMANN Raumtechnik. Эта компания выпускает наряду с традиционными вертикальными, горизонтальными — еще и специализированные станки. Линейка RAWX-M оптимизирована под финальную обработку канавок и соединений зубчатого типа. Серия RASA-M пригодна для манипуляций с шарообразными канавками любых муфт. Другие фирмы вряд ли могут предложить сопоставимую с лидерами рынка продукцию.
Комплектующие
Для протяжных станков необходимы разнообразные приспособления. Наряду с уже упомянутыми комплексами ЧПУ и поворотными столами, внимания заслуживают измеряющие приспособления. Они позволяют гарантировать точность выдерживаемых размеров. Дополнительно могут потребоваться:
-
устройства приводной оснастки;
-
револьверные головки;
-
источники резервного электропитания;
-
комплексы подачи смазочно-охладительной жидкости;
-
блоки фильтрования воздуха;
-
аппараты для вывода стружки;
-
системы подачи прутков и листов;
-
насосы;
-
специализированное программное обеспечение (в системах с ЧПУ).
Эксплуатация
При любых выполняемых работах требуется соблюдать меры техники безопасности. Все станки разрешается эксплуатировать только при установке исправных и соответствующих нормативам защищающих кожухов. Вертикальные аппараты могут применяться только при наличии ограждений в виде скоб. Такие ограждения позволят уловить протяжку, если она выпадет из патрона. Детали вводят в зону обработки и выводят оттуда только при отключении устройства, когда все рабочие части поставлены в исходную позицию.
Точно так же не допускается очистка инструмента, который не обесточен или не переведен в исходное положение. Работа с длинными протяжками на горизонтально-протяжном станке требует использования подвижного люнета. При неисправности станка в целом или любой его части устройство немедленно останавливают и сообщают об этом мастерам либо службе технической помощи. При обработке плоских поверхностей и прочих манипуляциях надо внимательно следить, не нарушается ли функционирование гидропривода.
Проблемы с ним могут быть вызваны попаданием воздуха и засорением масла. Величина применяемой протяжки определяется длиной заготовок и припуском. Также на нее влияет избранная схема резания и способ подготовки поверхности. Ставящаяся на опору в виде сферы заготовка сама располагается по оси протяжки. Однако надо дополнительно проверять, перпендикулярна ли торцевая часть к оси отверстия; если это условие не соблюдается, торец следует доработать в дополнительной операции.
При использовании плоских подставок такой проблемы нет. Но зато различие припусков по диаметру может привести к поломке протяжки. Для многогранных отверстий нужны многогранные, а для сложных фасонных поверхностей — круговые протяжки. Схема срезки припуска подбирается с учетом его величины.
Если нужно нарезать прямые шлицы, требуется главное прямолинейное движение; винтовые шлицы формируют при дополнительном движении, иначе процесс пойдет неправильно.