Встречное и попутное фрезерование
Встречным и попутным фрезерованием называются работы, которые можно вести при помощи дисковых или цилиндрических фрез, способ зависит от того, в каком направлении происходит подача материала.
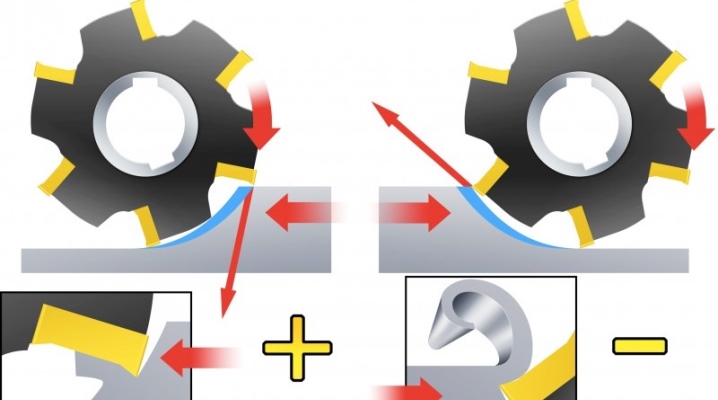
Различие способов заключается не только в этом, но и в толщине среза. В зависимости от того, какой способ фрезеровки выбран, она может быть нулевой на начале резания или, наоборот, иметь в этом месте максимально допустимое значение.
Что такое встречное фрезерование?
Встречное фрезерование – это способ фрезеровки, при котором режущий инструмент движется по направлению, встречному по отношению к заготовке. Такое определение наиболее точно отражает суть этого способа, особенностью которого является высокая производительность. Однако есть и минус – быстро изнашивается режущая фреза.
Основными преимуществами встречного фрезерования являются:
-
выполняемые операции высокоточные;
-
фрезерная установка не перегружена и не подвергается чрезмерной нагрузке;
-
даже если заготовка из жесткого материала, ее обработка производится мягко.
Изнашивается фреза из-за попадания на нее большого количества стружки во время обработки. К сожалению, способа для предотвращения износа пока не придумано. Происходит это из-за того, что режущая кромка слишком сильно вжата в обрабатываемую деталь, трение и температура очень высокие, а также из-за направления, в котором движется фреза.
Когда производится фрезеровка встречным способом, надо соблюдать следующее условие – заготовку нужно прочно и надежно зафиксировать на станке, чтобы она не гуляла. Это необходимо потому, что силы резания отрывают фрезу и обрабатываемую деталь друг от друга из-за действия радиальных сил. Соответственно, после жесткой фиксации детали возможности станка ограничиваются, вследствие чего происходит снижение эффективности работы.
Есть и еще один нюанс. Попадание стружки на заготовку влечет повреждение ее поверхности. Поэтому с высокой вероятностью потребуется дополнительно произвести чистовую обработку изделия. Стружка имеет минимальную толщину (нулевую) в начале процесса резания, а максимальную – на выходе из него, то есть толщина среза изменяется. Из-за того что стружка получается довольно толстой, и деталь во время выхода из резания сильно нагревается, напряжение может быть излишне высоким. На состоянии обрабатывающего инструмента это скажется губительно, каждая из режущих кромок может выйти из строя. Помимо этого, стружка часто налипает или наваривается на зубчики фрезы, оставаясь там до следующей операции. Как только режущая кромка начнет процесс резания с налипшей стружкой, она обязательно будет повреждена.
Способ встречной фрезеровки хорош, если обрабатываются детали из жаропрочных сплавов, причем при помощи керамических пластин. И еще – если имеются перепады в припусках на обработку, удобнее фрезеровать указанным способом.
Достоинства и недостатки попутного метода
Способ попутного фрезерования (иначе он называется фрезерованием по подаче) означает, что заготовка подается в том же направлении, что и скорость фрезеровки. Схема точно такая же, как у встречного фрезерования, различие только в направлении. При использовании способа встречной фрезеровки вся пыль, образующаяся в процессе резки, летит на поверхность режущей кромки, а при использовании способа фрезеровки по подаче она остается позади фрезы и не наносит ей вреда. В этом состоит основное отличие этих двух способов.
Если особенности оборудования позволяют использовать способ фрезерования по подаче, то он, безусловно, предпочтительнее для обработки. При использовании попутного фрезерования происходит уменьшение толщины стружки по пути из входа в резание до выхода из него. Таким образом, зубья режущей кромки не затираются, а заготовка по поверхности не выглаживается в момент начала резания. Соотношение диаметра фрезы и ширины фрезеровки для каждого типа станка выверяется отдельно, общих правил нет. Есть плюсы в том, что стружка имеет большую толщину. По воздействием силы в процессе резьбы фреза плотно прижата к обрабатываемой детали, именно поэтому обеспечивается постоянное контактирование зубчиков на режущей кромке с деталью.
Чтобы стружка не стала излишне толстой, а режущая кромка не получила повреждений, механизм подачи в рабочем столе должен быть оборудован беззазорным приводом. Для этого нужно обзавестись специальным устройством, уничтожающим зазор, который возникает между гайкой и ходовым винтом в результате воздействия сил резания. Если такой привод обеспечить нельзя, лучше использовать встречную фрезеровку.
Никакой особенной фиксации для фрезерования по подаче не требуется, деталь и так прижмется к поверхности рабочего стола.
Преимущества для этого способа характерны следующие:
-
у изделия отсутствуют лишние шероховатости и неровности;
-
режущая кромка подвергается значительно меньшему давлению;
-
стружка снимается плавно, а значит, срок службы фрез возрастает;
-
плавность снятия стружки делает изделие более гладким, то есть, оно не нуждается в дополнительной обработке.
Есть у этого способа и изъяны. Операции, которые производятся во время фрезерования по подаче, менее точны. Если на рабочем столе имеются зазоры, процесс фрезеровки будет сопровождаться высокой вибрацией, что, разумеется, ухудшит итоговое качество изделия. Увеличится и нагрузка на зубчики режущего инструмента. И, поскольку нагрузка на зубчики фрезы во время обработки ударная, то необходима жесткая фиксация оборудования на станок. А также и станок не может быть нежестким, он обязательно должен быть устойчивым, хорошо зафиксированным, не иметь провисающих или ненадежных поверхностей.
Применение
Для попутной фрезеровки необходимо оборудование с жесткой поверхностью и фиксацией. Только так можно закрепить обрабатываемую заготовку прочно и надежно, чтобы получить качественный результат. Если же нужно обработать штамповку, поковку, литую деталь или же изделие, у которого имеется дополнительная необработанная поверхность, то такой способ будет отличаться малой эффективностью. Кроме того, наличие твердых включений в детали могут вызвать значительный износ инструмента или (при самом плохом исходе) спровоцировать его поломку.
Встречное фрезерование дает обрабатываемой детали дополнительную плотность, это считается одним из достоинств способа. Тем не менее очень высокая степень износа режущей кромки, а также низкая производительность делают его эффективным далеко не в каждом случае, и уплотнение детали может пойти совсем не на пользу процессу фрезеровки.
Метод встречной фрезеровки более востребован, когда требуется провести черновую обработку, а попутной – когда нужна чистовая обработка. Для черновой обработки не подойдет попутный метод из-за того, что, когда зубья режущей кромки заходят в срезаемый слой, нагрузка на них очень высока.
Фрезеровкой любого типа нужно заниматься на фрезерном либо токарно-фрезерном станке – на нем будут совмещены опции для токарных работ и фрезеровочных. При необходимости возможно приобретение токарного станка отдельно в качестве дополнительного оборудования.
В зависимости от того, какого качества деталь нужна, и следует выбирать способ ее фрезеровки. Нет плохого и нет хорошего способа фрезерования, каждый обладает и достоинствами, и недостатками.