Дорновые трубогибы: особенности, разновидности, правила использования
При всем многообразии гибочного оборудования один станок выделяется своим конструктивным исполнением, которое отражает его целевое назначение. Речь идет о дорновом трубогибе, который, благодаря стабилизатору, позволяет изготавливать трубные конструкции с высокой точностью и без ослаблений. В этой статье подробно разберем принцип работы дорнового станка, его преимущества в сравнении с другими трубогибами, а также особенности эксплуатации этого прибора.
Устройство и принцип работы
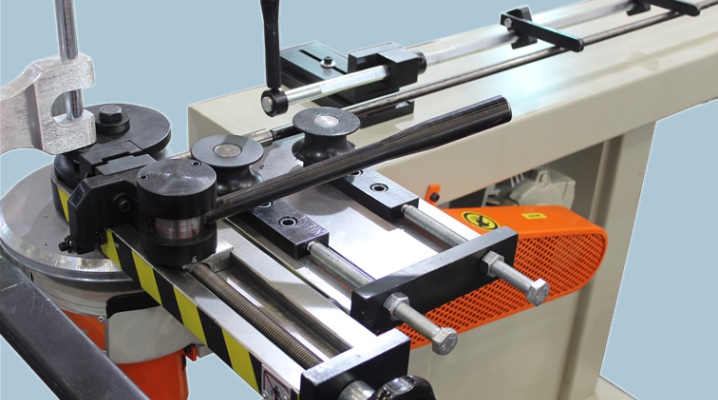
Начнем именно с устройства станка для гибки труб. Необходимо отметить, что если конструкция самого станка типовая, то исполнение самого дорна отличается в зависимости от предназначения. Дорновый трубогиб состоит из следующих элементов.
- Рама и направляющие. Станина изготавливается из стали и служит рабочей поверхностью.
- Шаблон для изгиба деталей. Головная деталь, которая изготавливается из чугуна и участвует в образовании изгибающего момента.
- Усилитель шаблона. Самый распространенный вариант, когда бустер гидравлический, что позволяет равномерно распределить усилие.
- Патрон и зажимы. Встречается несколько разновидностей зажимов: пальцевые и верхние. Пальцевые зажимы позволяют уберечь гибочный рычаг от чрезмерных нагрузок. Наличие верхнего зажима дает возможность линейного перемещения заготовки. Патрон используется для крепления и размещения изделия на станине прибора.
- Валик. Предназначен для формирования изгиба.
- Натяжной кронштейн. На натяжном кронштейне размещаются оправки и тяга.
- Дорновые оправки. Изготавливаются из стали или латуни, встречаются также пластиковые стабилизаторы. Дорн может быть выполнен в виде пружины или шарика.
В основе принципа работы любого трубогиба лежит пластическая деформация, когда на участке изгиба возникают разнонаправленные силы. Под воздействием этих сил стенка внешнего радиуса трубы растягивается и ослабляется, а внутренняя, наоборот, сжимается, и появляется волнистость. Чем тоньше и мягче материал изделия, тем выше шанс получить отклонения от требуемых значений.
Именно для повышения стабильности и равномерности процесса деформации внутрь трубы вводится дорн. Еще одно название дорна – «калибрующий сердечник». Внешне дорн представляет собой довольно длинную пружину, которая может быть изготовлена из металла или пластика, но встречаются и другие формы. Наличие калибрующего сердечника позволяет произвести обратную протяжку заготовки в случае пережима.
До появления современных стабилизаторов с целью повышения плавности гибки в трубу насыпался песок.
Преимущества и недостатки
Как и любая технологическая операция, гибка труб на дорновом трубогибе имеет свои плюсы и минусы. Рассмотрим обе стороны. К преимуществам относятся следующие пункты.
- Деформации стенок изделия минимальны при наличии дорна. В случае отсутствия данного элемента на стенке внутреннего радиуса образуются складки, а на внешнем радиусе наблюдается истончение материала. С увеличением радиуса ослабление усиливается.
- Дорновый станок позволяет изгибать тонкостенные трубы или изделия из мягких материалов.
- Результатом работы является бесшовное изделие различной геометрической формы.
К недостаткам можно причислить:
- массивность и стационарность конструкции;
- высокая стоимость;
- ограничение на изготавливаемую продукцию: радиус изгиба не должен превышать двойной радиус изделия.
Данные недостатки покрываются и окупаются функциональными возможностями трубогиба, поскольку бездорновые модели станков в большинстве своем имеют схожие минусы.
Разновидности
Все дорновые трубогибочные станки можно разделить на 2 большие группы по типу управления.
- Автоматические. Как и в любом станке с ЧПУ, управление осуществляется через компьютеризированный блок, в который вносятся все параметры изготавливаемого изделия. Подходит для автоматизированной линии производства.
- Полуавтоматические. Как следует из названия, часть выполняемых функций отводится на ручной режим. Дешевле автоматического варианта, оптимальный выбор в случае отсутствия конвейерной линии и большом разнообразии изготавливаемой продукции.
Кроме способа управления, трубогибы делятся на несколько крупных категорий по конструкционному исполнению.
- Гидравлические. Чаще всего подобные агрегаты применяются на серийном производстве благодаря скорости выполнения гибки и минимальному расходу электроэнергии. Встречаются и компактные переносные модели. Гидравлические трубогибы позволяют добиться высокой точности изгиба.
- Электрические. Приспособления с электрическим приводом ориентированы на выполнение работ с трубами небольшого диаметра и тонкими стенками. Сочетание с гидравликой позволяет нивелировать данную особенность.
- Арбалетные. Мобильные варианты широко применяются при монтаже водопроводных систем. Отличительной чертой является Т-образная рама.
- Ручные. Наиболее часто подобные модели встречаются в небольших мастерских или в выездных бригадах. Отличаются невысокой стоимостью и компактными габаритами.
На рынке трубогибов встречаются модели с фиксированным положением стабилизатора или же оснащенные системой выдвижения дорна. Первый вариант гораздо дешевле, но имеет свои особенности. Во-первых, в месте завершения гиба остается деформация, повторяющая форму дорна. Во-вторых, в результате трения на поверхности дорна образуется наклеп, усложняющий процесс снятия заготовки и приводящий к появлению волнистости на следующем изделии.
Станки, оснащенные системой выдвижения/убирания дорна, лишены подобных нюансов, но стоят гораздо дороже. Целесообразно применять подобные трубогибы при крупном и среднем серийном производстве.
Советы по эксплуатации
Поскольку в месте соприкосновения дорна и трубы образуется трение, возникает необходимость его компенсации. Самый распространенный вариант – это подача смазки непосредственно на стабилизатор. Оптимальным решением является выполнение данной операции в автоматическом или полуавтоматическом режиме. Важно, чтобы слой смазки при этом был равномерным.
Альтернативным вариантом для устранения трения является покрытие калибрующего сердечника слоем полиуретана. Наиболее часто подобное покрытие встречается на дорнах пружинного типа.
Обслуживание
Обслуживание дорнового станка для гибки труб мало чем отличается от стандартных инструкций по эксплуатации и уходу за оборудованием. Необходимо выполнять следующие операции:
- регулярно смазывать дорн;
- следить за отсутствием на дорне каких-либо загрязнений или повреждений, при необходимости проводить работы по устранению выявленных недостатков;
- периодически проводить проверку дорна на наличие люфтов, при выявлении излишнего свободного хода требуется провести регулировку;
- своевременно проводить регламентные работы по обслуживанию основных узлов станка.
Дорновые трубогибы пользуются заслуженной популярностью в самых различных отраслях промышленности. Они находят свое применение при изготовлении автомобилей, мебели, систем газо- и водоснабжения, также на многих других производствах и при решении бытовых задач.
В следующем видео вас ждет краткий обзор полуавтоматического дорнового трубогиба HQ-380NCAD.