Как сделать полуавтомат из инвертора своими руками?
Сделать полуавтоматический сварочный агрегат собственными силами по плечу любому человеку, хорошо разбирающемуся в электротехнике. Всё, что потребуется для осуществления поставленной цели – определённый набор составных частей и инструментарий. Давайте рассмотрим процедуру изготовления такого агрегата более подробно.
Инструменты и материалы
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Следует подобрать довольно мощный сварочный аппарат. Его вольтамперные характеристики (ВАХ) можно поменять посредством ШИМ-контроллера.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Сварочные аппараты такого класса дорогостоящие, зато как можно лучше годятся для реализации поставленной цели.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.
По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
3-й способ
Этот способ потребует от владельца солидной подготовки.
Ему нужно будет отыскать неусреднённый инверторный сварочный агрегат нужной мощности.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
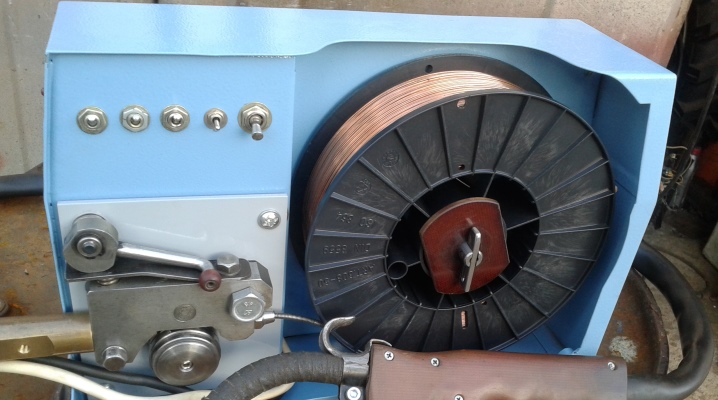
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Настройка
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.
Электроток, приходящий от вывода полуавтоматического аппарата, должен обладать силой не меньше 120 А.
Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.
Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.
О том, как сделать полуавтомат из "Ресанты", смотрите далее.