Все о пайке с припоем
Пайка необходима для плотного соединения двух деталей. Процесс происходит с помощью припоя – скрепляющего элементы оловом, свинцом и прочими расплавленными составами.
Особенности
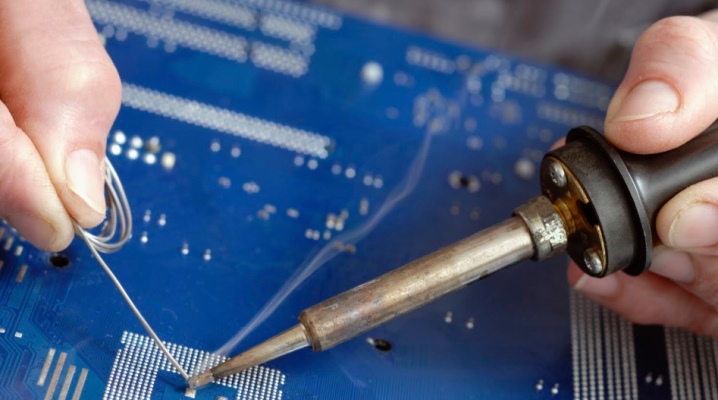
Пайка припоем представляет собой следующее действия: расплавленный металл наносится на поверхность другого (твердого) металла. Детали, которые подвергаются спаиванию, погружаются в слой припоя и застывают вместе с ним, приобретая неподвижное соединение.
Этот процесс должен иметь две важные составляющие: крепость шва и его проводимость. Оба фактора добавляют друг друга, чем плотнее шов, тем выше проводимость материала. Кстати, припой также создает сопротивление, что следует учитывать и стараться делать соединение как можно тоньше.
Для того чтобы произвести пайку, необходимы некоторые условия.
- Тщательное очищение места спаивания. Даже тончайшая загрязняющая оксидная пленка не позволит совершить безупречное соединение.
- Температура, при которой плавится припой, должна быть ниже, чем у рабочих деталей.
Способы
Классификация методов проведения пайки неоднозначная, попробуем разобраться по порядку.
По способу очищения от оксидов
К данному разделу относится флюсовая и бесфлюсовая пайка.
- Флюсовая. Происходит с участием флюса, который может образовывать и собственный припой за счет компонентов во время плавления. При высоких температурных показателях окиси удаляются.
- Бесфлюсовая. Флюс не применяется, удаление окисных образований происходит в вакуумной среде либо в газовой оболочке. Есть еще способ разрушения окисной пленки без применения флюсов – процесс происходит за счет работы ультразвука в припое, но для этого нужен особый паяльник.
По типам скопления припоя в зазоре
В этом разделе рассматривается три вида пайки.
- Припоем. Используется уже готовый металлический припой или с дополнением тугоплавких наполнителей (композиционный).
- Контактнореактивная. Припой образуется путем контакта соединяемых материалов (может участвовать и промежуточный металл).
- Реактивно-флюсовая. В этом случае припой образует контакт металла с флюсом.
По виду наполнения зазора припоем
Используется два вида – капиллярный и некапиллярный.
- Капиллярный. Металл растворяется в припое, концентрируется в зазоре и сохраняется там благодаря капиллярным силам.
- Некапиллярный. Который наполняет зазор любым другим способом: с участием силы тяжести; электромагнитных; магнитных полей.
По температуре и последующей кристаллизации спаечного шва
В данном разделе можно выделить два способа пайки.
- Кристаллизация происходит с помощью охлаждения. Используя этот способ, припой нагревают на 60-90 градусов выше температуры, необходимой для его плавления. Происходит относительно скоростное охлаждение без диффузии металлов.
- Диффузная пайка. Здесь работает изотермическая длительная выдержка, которая в результате кристаллизации дает более твердый однородный уровень шва.
По температуре пайки
Что касается температурного режима, то точкой отсчета можно считать 450 градусов – если ниже этого параметра, пайка считается низкотемпературной, в остальных случаях ее называют высокотемпературной. Известно много способов пайки, зависящих от способов нагрева: плазменная, газопламенной волной, паяльниками, в печах, с помощью погружения в ванну, индукционным методом.
По давлению, оказываемому на обрабатываемые детали
В этом случае либо давление есть, либо его нет.
- Пайка с помощью пресса. Давление применяют для обеспечения четкого положения между предметом пайки и зазором, для этого используются специальные зажимы.
- Без давления. Прессование при низкотемпературном режиме можно не делать.
По синхронности и ступенчатости паяных соединений
В этом разделе можно отметить два способа.
- Одновременная пайка. Когда за один нагрев производится несколько паяных соединений в узле.
- Ступенчатая. Каждое соединение требует отдельного нагрева и выполняется после завершения предыдущего.
Выбор припоя
При выборе припоя любой марки учитываются следующие факторы:
- виды металлов деталей, которые предстоит спаивать;
- каким способом будет происходить пайка;
- в каком температурном режиме;
- размеры и характеристики соединяемых элементов;
- механическая прочность.
Сплавы разделяют на две основные группы: тугоплавкие и мягкие. Переходная граница между ними составляет + 450 градусов. Твердые сплавы дают более прочный и надежный шов, зато легкоплавкие составы незаменимы в работе с радиоэлектроникой.
Легкоплавкие (мягкие)
Из этой группы самыми распространенными припоями являются оловянно-свинцовый с обозначением ПОС. В маркировке после обозначения буквами идет цифра, которая говорит о присутствии олова в смеси (процентное соотношение), к примеру, ПОС-60 означает, что олова 60%. Такой вид сварки необходим в производстве и ремонте электронных устройств.
Существуют и другие виды мягкой пайки.
- Пос-10. Состав имеет большое соотношение свинца, который является токсичным. Но такой припой все же используют в радиоприборах и реле.
- ПОС-30. Соединяют листы железа и цинка, кабельные изделия.
- ПОС-40. Применяют для спаивания цинка, а также, меди и латуни.
- ПОС-61. Поддерживает щадящую низкую температуру плавления (18о градусов), что необходимо для некоторых привередливых радиодеталей и печатных плат.
- ПОС-90. Припой содержит 90% олова и только 10% вредного свинца. Такой состав используют для спаивания посуды и оборудования для медицинских учреждений.
- ПОССу. Подобная маркировка говорит о том, что в состав припоя, кроме олова и свинца, входит 2% сурьмы. Это необходимо для спаивания кабельных изделий и электрического оборудования.
Сегодня применяются жидкие припои и бессвинцового содержания.
Тугоплавкие (твердые)
Именно твердые припои гарантируют прочное соединение деталей. Но не каждое устройство их выдержит, так как нагревать состав приходится до 500 градусов. Разделяют две высокотемпературные группы: смеси серебра и меди.
- Припой из меди. Имеет медное соединение с цинком, довольно хрупок, применяется для ремонта деталей, не испытывающих большие нагрузки, вибрации, ударных потрясений.
- Серебряный припой. Относится к универсальным видам, так как может паять все, но стоит дорого, экономия в таком случае обоснована. Серебряным припоем пользуются в ортопедической стоматологии, в ювелирных мастерских. Маркировки состава серебра отмечаются буквенными обозначениями – ПСр.
Низкотемпературные
Такие виды припоя необходимы элементам спайки, нуждающимся в щадящем температурном режиме. Они бывают следующих видов.
- ПОСК 50-18. Этот продукт состоит наполовину из олова, на 20% из кадмия, 30% из свинца. Кадмий усиливает токсичность свинца, но он же и придает большую устойчивость к коррозии. Температура плавления не превышает 145 градусов. Используют для спаивания более капризных компонентов.
- ПОСВ-50 (РОЗЕ). Этот сплав содержит еще низкую температуру плавления – 90 градусов. В нем половина свинца и олова (1: 1) и половина висмута. Используют в ювелирном деле, в электромеханике, при спаивании печатных плат.
- Сплав ВУДА. Составляет температуру плавления всего 68 градусов. Висмут занимает половину сплава, 25% – свинец, остальное – олово и кадмий. Соотношение выдает токсичный сплав. Применяют в микросхемах, в самолетостроении, в стоматологии.
Существуют и другие виды припоев – магниевые, золотые, никелевые, из бронзы и прочие, рассказать обо всех в рамках одной статьи невозможно, но главные направления мы рассмотрели.
Оборудование
Чтобы совершить пайку в бытовых условиях, особого дорогого оборудования не потребуется. Достаточно подготовить несложные приборы и инструменты.
Паяльник
Они бывают двух типов: работающие от сети и от паяльной станции.
- Сетевому виду требуется напряжение 220 В. Это более мощное устройство, оно подходит для пайки крупных деталей. Нагревается основательно и качественно, но для работы с мелкими элементами его не применяют, так как прибор тяжеловат, и рукоять находится далеко от жала.
- От паяльной станции работают маломощные паяльники (максимум 40 Вт) с термоконтролем для поддержания стабильного процесса. Таким видом паяльника производят спаивание мелких элементов или деталей, чувствительных к высоким температурам.
Жала
Существуют разные формы жала: скошенное под углом, в виде шила, конусом, лопаткой. Выбирать следует такую модель, которая бы обеспечила максимальное соприкосновение жала с соединительной площадью деталей. Правильный выбор поспособствует мощному, но кратковременному нагреву.
Все виды жала делают из меди, но одни из них покрывают защитным слоем никеля или хрома, а другие нет. Покрытые модели более долговечны, хотя и требуют определенного ухода. Жала без покрытия стоят дешевле, но одноразовые очень быстро приходят в негодность.
Термоусадочная трубка
Ее еще называют гильзой. Такая муфта с припоем обеспечивает быстрое соединение проводов, защищает электрический контакт от попадания жидкости. Монтаж происходит следующим образом: гильзу надевают на один соединительный конец, провода смыкают, муфту надвигают на соединение, она нагревается термофеном. Происходит термоусадка оболочки с клеевой основой и соединение проводов, защищенных от влаги герметическим склеиванием.
Подставка под паяльник
Паяльник может нагреваться до температуры 350 градусов. Во время работы его необходимо куда-то помещать. Позаботиться об этом следует заранее, подготовить жароустойчивую подставку.
Припой
Для соединения деталей понадобится припой. Необходимо определиться с видом состава и приобрести его заранее.
Флюсы
Флюсы необходимы для снятия окисной пленки, то есть для полного очищения деталей перед пайкой. Они позволяют олову беспрепятственно растекаться по месту спаивания, защищают от коррозии. Флюсы определяются 2 видами.
- Активные, изготовленные на базе кислот, подходят любой пайке. Сразу после работы их необходимо смывать, иначе они могут вызвать замыкание или стать причиной коррозии металла.
- Флюсы на базе канифоли подходят для спаивания цветных металлов и плохо реагируют на сталь. Канифоль также необходимо смывать после спаивания деталей.
Технология
Когда оборудование и материалы собраны, можно приступать к технике пайки в домашних условиях.
Подготовка
Паяльник, подставка, флюс, припой – все оборудование и материалы должны находиться в поле быстрого реагирования. Необходимо проверить жало, соответствует ли площади спаивания. Для массивных деталей лучше выбирать закругленную модель с косой заточкой, а для мелких элементов – коническую, заостренную.
При нагревании в первый раз проводят лужение медного жала. Для этого деревянной палочкой растирают жидкий припой по поверхности наконечника. Во время первого контакта жалу паяльника необходимо иметь тончайший слой припоя, тогда пайка пройдет качественно, и наконечник останется невредимым.
Процесс
Сначала разогревают паяльник и обрабатывают флюсом детали. Затем небольшое количество припоя наносят на место пайки и проходят по стыку. Если процесс прошел правильно, цвет шва будет блестящим. Пережжённая пайка проявит матовый оттенок и будет отличаться нестабильностью и хрупкостью.
В следующем видео расказывается о том, как паять твердым припоем.