Сегментный листогиб: характеристика и принцип работы
Для обработки металла и получения хороших заготовок во многих случаях используют сегментный листогиб. Чтобы добиться приличного результата, нужно знать не только основные характеристики этого устройства, но и принцип его работы. Также желательно учесть, что существуют различные виды подобного оборудования, выпускают их разные фирмы.
Назначение
Оборудование для листового металла, в том числе и сегментный листогиб, используется на самых разных производственных и других объектах. Именно операция сгибания практикуется очень часто. Подобная манипуляция позволяет выработать как очень простые, так и очень сложные конфигурации готовых изделий.
Технически листогиб — это обычный пресс, который может иметь самое разное исполнение. Такая техника может быть предназначена для толстого металла.
С ее помощью делают:
- составные части кровли;
- детали вентиляционных комплексов;
- короба;
- сайдинг;
- двери;
- различные ящики;
- части окон;
- много других видов металлической продукции.
Для строительства и оснащения мастерских часто используют ручные сегментные листогибы. Они сравнительно дешевы и работают довольно эффективно. Чаще всего такое оборудование применяют для работы с листами толщиной 0,05 — 0,06 см. Продвинутые модели могут работать даже с заготовками, имеющими декоративное покрытие. Есть варианты, предназначенные как для рядовых мастерских, так и для мелких, даже для крупных заводов и фабрик.
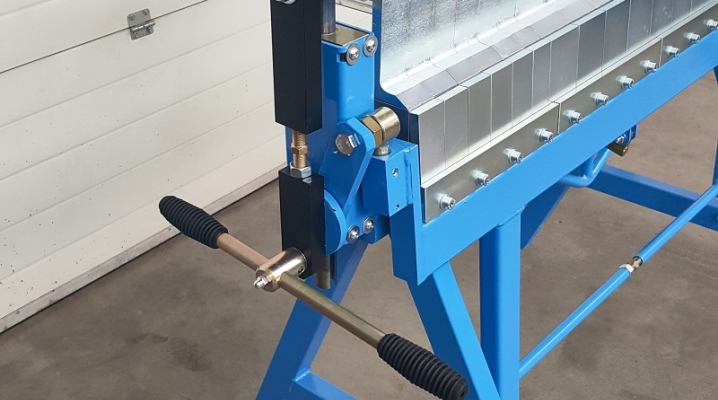
Принцип работы
Метод действия достаточно прост. На прижимающую балку монтируются быстро снимающиеся детали. Они отвечают за придание обрабатываемой заготовке определенной формы. Поворотная деталь имеет другую функцию — с ее помощью как раз и обеспечивается необходимый изгиб. Энергию для поворота дает рычажный привод. Классификация листогибов проводится по тому источнику, который дает первоначальный импульс. Это может быть физическая сила операторов, гидравлическая магистраль или электромотор. Но независимо от конкретного источника энергии, все основные детали монтируются на опорную раму.
Точная координация заготовки осуществляется при помощи направляющих элементов. Дополнительно используются магнитные либо механические фиксирующие компоненты. Для смягчения хода движущихся частей применяют пружинные компенсаторы.
Когда начинается работа, оператор ставит гибочные матрицы в необходимые посадочные позиции. Заготовку закрепляют точно в промежутке, разделяющем рабочую и прижимную балку. Удерживать ее помогут точно выставленные заблаговременно упоры. Потом поворотный механизм идет до заданного угла, в процессе его перемещения заготовка упирается в сегментную матрицу, происходит обжим листа.
Последняя фаза работы — возврат всех движущихся частей в исходное положение, после этого заготовку можно извлечь.
Виды
Сегментальный гибочный аппарат начал употребляться относительно недавно. Но уже появилось довольно много различных разновидностей такой техники. Ручной листогибочный станок относительно эффективен и устроен весьма просто. Это надежное и комфортное в работе устройство. Проблема в том, что мощность и производительность ручной гибочной техники не удовлетворяют подавляющее большинство людей. Использование электромеханического привода позволяет значительно повысить эффективность работы.
Устройство электромеханических станков включает:
- станины (на них крепятся остальные части аппарата);
- прижимные и сгибающие детали (приводимые в движение электромотором);
- сам электрический привод;
- направляющие, благодаря которым заготовка точно позиционируется и идет по определенной траектории;
- стопоры, исключающие нежелательные передвижения заготовок;
- шкаф для электроаппаратуры и основных органов управления.
Хорошие листогибочные станки на базе электромотора дополнительно оснащаются редукторами. Это увеличивает не только производительность техники, но и ее размеры, массу. Потому подобные устройства используют обычно на промышленных предприятиях. Однако самую высокую производительность традиционно имеют гидравлические сгибающие аппараты. Правда, сегментные станки такого рода встречаются редко, потому что привод получается непропорционально велик и мощен.
Отдельного внимания заслуживает трехсегментный тип листогиба. Это своего рода «чемпионы» среди гнущего оборудования. Наличие трех сегментных балок позволяет выполнять сгибы самого сложного профиля. Даже лучшие листогибы прямого действия не позволяют добиться такого же эффекта. Гнущую металл технику широкого спектра производят различные фирмы — пора ознакомиться с ними более близко.
Производители
Хорошим примером листогиба является модель BLACKSMITH PBB2520/1,0. Этот кромкогибочный пресс имеет как ручное, так и ножное управление. С помощью подобного устройства можно сделать:
- короб;
- поддон;
- отливы;
- кровельные элементы.
Допустимая толщина обрабатываемых листов не превышает 0,1 см. Ширина их составляет до 252 см. Стандартный угол сгиба — до 135 градусов. Балка поднимается на 4,5 см. Масса аппарата составляет 590 кг. Как альтернативу можно рассматривать китайский «Энкор Корвет». Предельный угол отгиба точно так же составляет 135 градусов. Система может обрабатывать листы толщиной до 0,15 см. Ширина заготовок – максимум 105 см. Масса нетто у этого станка — 197 кг.
Примером листогиба производства России можно считать «Атлант Сегмент». Длина сгибаемого участка у различных моделей «Атлантов» равна 180, 250 или 280 см. Рез может достигать 150, 230 или 250 см. Роликовые ножницы изначально входят в набор поставки. Управление производится в ручном режиме. Прочие особенности «Атлантов» таковы:
- возможность работы не только с листовым, но и с полосовым металлом;
- пригодность для обработки алюминия, меди, латуни;
- допустимость эксплуатации при температурах от — 20 до + 35 градусов;
- изготовление сегментов из особо прочных марок стали.
В следующем видео вас ждет обзор ручного сегментного листогиба Stalex PBB 1020/3SH.