Особенности цилиндрических фрез
Особенности цилиндрических фрез позволяют использовать их очень широко. Но нужно учитывать, что они делятся на целый ряд типов — есть варианты по металлу и дереву, насадные фрезы с хвостовиками-цилиндрами, модульные закругленные и другие типы. Кроме выяснения их специфики, полезно разобраться с тем, как ведется обработка материалов фрезами.
Описание и применение
Характеризуя цилиндрические фрезы, необходимо понимать прежде всего, что такой инструмент востребован очень широко. Важная особенность цилиндрического фрезерования состоит в параллельности оси инструмента по отношению к обрабатываемой поверхности. Что примечательно, применяются отнюдь не только одни инструменты в форме цилиндра. В отдельных случаях востребованы приспособления, дублирующие форму обрабатываемого изделия. Но узкоспециализированные модели сейчас встречаются все реже, потому что обычно привлекательнее использовать профессиональные станки с ЧПУ и более простую оснастку.
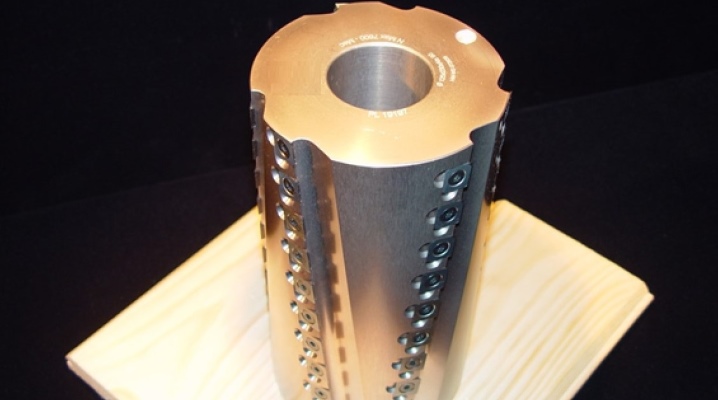
Цилиндрическая фреза предназначена для фрезерования плоскостей методом формообразования копированием. Такой подход обуславливает сравнительно малую надежность метода и повышает требования к точности. Достаточно даже небольших отклонений от правильной геометрии, а порой и мелких дефектов, чтобы отделываемая заготовка переняла эти проблемы. Цилиндрическая фреза с добавлением вставных ножей может быть выполнена в варианте «кукуруза». Сдвиг пластин относительно друг друга как раз и создает эффект схожести с известным плодом.
Иногда инструмент поставляется с хвостовиком. Этот блок не используется непосредственно в работе, но все же он очень полезен для манипуляций. Его форма определяет напрямую, насколько удобно окажется выполнять те или иные операции. Наиболее практичным решением многие называют конусовидную хвостовую часть.
Стоит отметить, что в целях обработки дерева и металла могут применяться фрезы, предназначенные не только для специального фрезера, но и для дрели.
Они дополнительно расширяют функциональные возможности этого удобного вида инструментов. Причем используются для изготовления поверхностей как в первичном, так и в окончательном варианте. В целом цилиндрическое фрезерование подходит для:
- чистовой обработки;
- черновых манипуляций;
- различных видов обработки плоской поверхности;
- снятия серьезных припусков;
- выполнения свободного резания.
Основные характеристики
Геометрические параметры есть не только у цилиндрических фрез в целом, но и у их отдельных элементов. Встречаются как прямые, так и винтовые зубцы. Второй вариант действует гораздо плавнее и широко востребован на производстве.
Прямой зуб хорош лишь на узком пространстве, где преимущества альтернативы не слишком проявляются. Винтовой элемент создает осевое усилие, выходящее на максимум при наклоне от 30 до 45 градусов.
Очень часто поэтому отдается предпочтение сдвоенным цилиндрическим фрезам. Особенность их геометрии состоит в том, что разнонаправленные зубья уравновешивают взаимно усилия по оси, что повышает срок службы изделия и делает его надежнее. Важную роль также играют передние и задние углы, а также угол, под которым наклонены стружечные канавки. Образование переднего угла обусловлено пересечением:
- плоскости;
- касательной линии;
- фронтальной поверхности зуба;
- плоскости, проходящей под углом 90 градусов к плоскости реза.
Его значение должно соответствовать обрабатываемому материалу. Обычный диапазон от 10 до 20 градусов. Задний угол расположен в промежутке плоскости, касающейся задней грани зуба и плоскости, прикасающейся к внешнему цилиндру. При мелком зубе угол должен составлять 160, а при крупном 120 градусов. Углы наклона самих зубцов для типовых моделей будут следующие:
- при мелком размере от 30 до 350 градусов;
- при большом размере строго 200 градусов;
- при использовании вставного ножа, в одинарном варианте 200 градусов;
- при использовании вставного ножа в составном варианте 450 градусов.
Обзор видов
По типу и конструкции зуба
Фрезы подразделяются по признакам направления зубьев на правый и левый тип. Установить принадлежность к той или другой группе помогает ход винтовой линии на рабочей грани. Также стоит отметить, что для ручного фрезера применяют модели с равномерным либо неравномерным выставлением рабочего блока. Чаще всего предусматривается единственный угловой шаг, а прорезающие кромки расставляются равномерно по отношению к общей оси, но бывают и исключения; они нужны главным образом при работе на станках, подверженных сильной вибрации.
По материалу
Основные цилиндрические фрезы могут быть изготовлены из:
- углеродистой стали;
- твердого сплава;
- быстрорежущего сплава;
- стали легированных марок.
Применение углеродистой режущей стали не слишком характерно. Она обеспечивает нормальную эксплуатацию лишь на малых скоростях прореза. Это сильно затрудняет рабочий процесс.
Кроме того, углеродистая сталь приемлема лишь для фрез небольшой величины. Что касается твердых сплавов, то наряду с более известными их вариантами в последние годы на рынке все чаще фигурируют сочетания с карбидом тантала.
Часть инженеров экспериментирует со специальными пластинками, которые не требуется перетачивать. А вот пластинки с износостойким покрытием — это наиболее современный вариант, и пока что он еще освоен недостаточно. Использование таких моделей сопряжено с изрядным риском. Более широко применяются быстрорежущие стали хорошо зарекомендовавших себя марок:
- Р9;
- Р12;
- Р18.
В последнее время разработчики таких соединений стараются минимизировать концентрацию вольфрама и поднимать насыщение углеродом. Это позволяет добиться оптимального соотношения технических и экономических показателей готовой продукции. Но разница касается не только используемых материалов.
Очень важно учитывать, что одни цилиндрические фрезы рассчитаны на работу по металлу, а другие — по дереву. При этом внешняя схожесть не должна вводить в заблуждение — эти изделия не взаимозаменяемы!
Режим прореза для металлического и деревянного изделий совершенно отличается. Скорость работы даже с самой прочной древесиной, включая и железное дерево, куда выше скорости прореза наиболее «мягких» металлов. Разница касается и тех металлов (сплавов), на основе которых делается инструмент. Также не совпадают и углы заточки зубцов. Все, кто хоть раз пытались обрабатывать дерево «металлическим» приспособлением, получали обескураживающий результат; противоположная попытка неизменно вела и ведет только к поломке изделия при касании.
Отдельная важная тема — насадная фреза. В основном подобные приспособления находят применение в работах по дереву. Но встречаются и модели, рассчитанные на металлообработку. Оба класса обеспечивают как «плоскую», так и «профильную» обработку материала. В столярном производстве насадными фрезами пользуются, чтобы получать плинтусы, наличники и некоторые другие полезные конструкции.
С их помощью обрабатывают как закрытые пленками или пластиками, так и не имеющие дополнительной облицовки заготовки. Допускается применение и на обычном фрезерном, и на четырехстороннем станке. Возможна успешная работа с древесиной всех групп твердости. Но и на этом типе доступные потребителю варианты не заканчиваются. Модульные цилиндрические фрезы технически сложны.
Их технологический расчет и адаптацию под конкретную работу могут выполнить только опытные инженеры с солидными знаниями. Обычно на изготовление модульной фрезы пускают стали Р6М5 и Р18. Чаще всего производственники стараются использовать 8-15 наиболее ходовых размерных позиций этого инструмента. Он находит широкое применение в металлообработке при производстве различных колес и других похожих изделий.
Отдельно стоит цилиндрическая фреза типа закругленный цилиндр. Преимущественно закругляют конец такого изделия. Но любопытно, что подобные модели, в том числе и корундовые, применяют скорее для маникюра, а не в серьезном промышленном производстве. Технология их получения подразумевает запекание корундового порошка на полимерной основе. Важное преимущество — щадящее исполнение, которое не сказывается отрицательно на обрабатываемой коже и ногтях, в отличие от многих других внешне похожих приспособлений.
Советы по эксплуатации
Очень важную роль играют подбор методики обработки и исполнение ее. А среди практических параметров наиболее значим скоростной режим. Какой бы хорошей ни была изначально заточка, она будет утрачиваться в процессе использования; но от самих пользователей зависит то, насколько быстро это произойдет. Заточку требуется систематически восстанавливать. Делать это следует, не дожидаясь, пока соединится лунка с задней площадкой — иначе инструмент окажется феноменально изношен, и вернуть его к жизни без снятия большого металлического слоя не получится. Обнаружить слишком сильный износ можно по:
- вибрациям;
- нарушениям ровности на обрабатываемых изделиях;
- визуальном нарушению качества фрезы.
Установка и закрепление на станках должны производиться, конечно, со всей возможной тщательностью. Только при таком условии можно быть уверенными в успехе и полной безопасности будущей работы. Чтобы сократить уровень износа и продлить эксплуатационный период, непременно следует подводить охлаждающую жидкость при любой возможности. Тип охладителя определяется ходом работы и обрабатываемым материалом. Если решено работать именно с ним, делаться это должно в непрерывном режиме, с самых первых секунд.
Фрезеровка может вестись встречным и попутным способами. Встречный вариант подразумевает, что каждый зуб начинает врезаться с нулевой по толщине стружки. Лишь постепенно этот показатель вырастает до максимума. Попутная обработка меняет дело в обратном порядке, что сокращает нагрузку на режущие детали. Но проблема в том, что любые люфты могут спровоцировать «дергание», подача перестанет быть равномерной; в результате реально попутная фрезеровка востребована только на станках с ЧПУ, где люфт крайне мал.
Важно: не стоит думать, что работа по дереву сильно проще, чем обращение с металлом. Этому тоже придется учиться, и учиться весьма серьезно.
Необходимо уделять внимание и собственной безопасности; даже при самой незначительной вроде бы работе стоит использовать средства индивидуальной защиты. Нельзя никогда брать фрезу, которая короче, чем ширина обрабатываемого изделия. Работать в таких условиях — настоящее мучение.
Еще рекомендации:
- всегда выбирать способ крепления, который позволяет точнее центрировать инструмент и минимизировать его биение;
- внимательно изучать технологические карты;
- знакомиться с требованиями по чистоте поверхности и внимательно соблюдать их;
- добиваться максимально возможного приближения инструмента к станине фрезерного станка;
- контролировать совпадение направлений раскрутки самой фрезы и шпинделя.